








M-90 ER70S-G
Features
- Good Performance
- High Deposition
- Good Bead Appearance
Application
Pipes, Shipbuilding, Automotive, Machinery
Classification
AWS/A5.18/ ASME SFA5.18
ER70S-G
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.07 | 0.83 | 1.43 | - | - | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 460 (66,700) | 530 (76,900) | 27 | -20 (-4) | 36(27) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
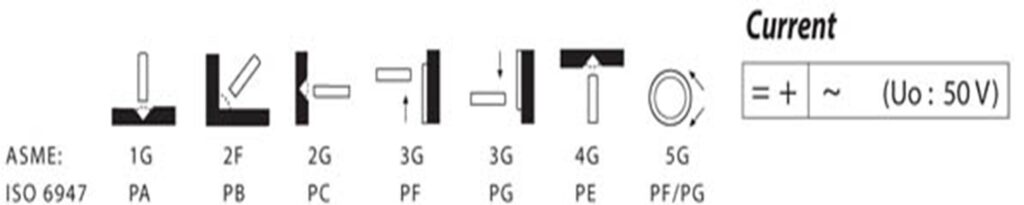
Current
DC –
Gas
Ar
Welding Positions

M-90 ER70S-6
Features
- Good Performance
- High Deposition
- Good Bead Appearance
Application
Pipes, Shipbuilding, Automotive, Machinery
Classification
AWS/A5.18/ ASME SFA5.18
ER70S-6
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.07 | 0.85 | 1.5 | - | - | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 450 (65,300) | 520 (75,500) | 28 | -20 (-4) | 180(132) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar
Welding Positions
M-90 ER308
Features
- Resistance to crack
- High Efficiency
- Resistance to corrosion
Application
Steel Structure-oil, Textile Industries, Nuclear Reaction
Classification
A5.9/ ASME SFA5.9 ER308
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.04 | 0.41 | 1.75 | - | - | 19.9 | 9.8 | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 610 (88,500) | 40 | 0 (32) | 130(95) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | 50-70 | 70-1000 |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER308L
Features
- Resistance to crack
- High Efficiency
- Resistance to corrosion
Application
Designed for welding root passes in grooves with root opening. High corrosion resistance in oxidizing environments.
Classification
AWS/A5.9/ ASME SFA5.9
ER308L
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.32 | 1.70 | - | - | 20.0 | 10.1 | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 600 (87,000) | 41 | 0 (32) | 110(81) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER316L
Features
- Excellent crack resistance
- Excellent resistance to heat
- Excellent arc stability and bead wetting
Application
- Excellent crack resistance
- Excellent resistance to heat
- Excellent arc stability and bead wetting
Classification
A5.9/ ASME SFA5.9 ER316L
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.38 | 1.85 | - | - | 18.8 | 12.4 | 2.5 |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 570 (82,700) | 44 | 0 (32) | 104(103) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER4043
Features
- Good fluidity and less crack sensitivity
- Good corrosion resistance typically used as filler material for welding of aluminum parts
Application
- Welding filler wire
- Spray and flame metallizing wire
Classification
A5.10/ASME SFA A5.10 ER4043
Chemical Compositions
| Al | Be | Mn | Cu | Mg | Si | Zn | Ti |
| Remainder | 0.0008 | 0.05 | 0.30 | 0.05 | 5.0 | 0.10 | 0.15 |
Mechanical Properties
| T.S | Y.S |
| MPa | MPa |
| 195 | 170 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 | 3.2 |
| LENGTH (mm) | 1000 | 1000 | 1000 |
| CURRENT (amps) | 50-70 | 70-100 | 100-150 |
Welding Positions

M-90 ER5356
Features
- Good fluidity and less crack sensitivity
- Good corrosion resistance typically used as filler material for welding of aluminum parts
Application
- Welding filler wire
- Spray and flame metallizing wire
Classification
A5.10/ASME SFA A5.10ER5356
Chemical Compositions
| Al | Be | Mn | Cu | Mg | Si | Zn | Ti |
| Remainder | 0.0008 | 0.05 | 0.10 | 0.05 | 0.25 | 0.10 | 0.15 |
Mechanical Properties
| T.S | Y.S |
| MPa | MPa |
| 290 | 198 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 | 3.2 |
| LENGTH (mm) | 1000 | 1000 | 1000 |
| CURRENT (amps) | 50-70 | 70-100 | 100-150 |
