M-90 E308-16
 Features
Features
- Good creep resistance
- Service temperature up to 350⁰C
- Easy to remove slag
- Low spatter
- Good bead appearance
Application
- Rutile-basic all position stainless steel electrode. Used for welding low-carbon stainless steels of the type aisi 304 in cases where maximum resistance to intergranular corrosion is required.
- For welding Titanium and Niobium stabilized stainless steels. Weld able on both AC and DC.
Classification
AWS/A5.4/ ASME SFA5.4 E308-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.05 | 0.80 | 1.0 | 0.03 | 0.029 | 20.0 | 9.9 | 2.5 |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 576 (23,500) | 576 (83,500) | 49.8 | -196(-321) | 36(27) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 350 | 350 | 350 | 350 |
| CURRENT (amps) | 20-55 | 25-55 | 50-85 | 70-110 | 95-145 | 135-190 |
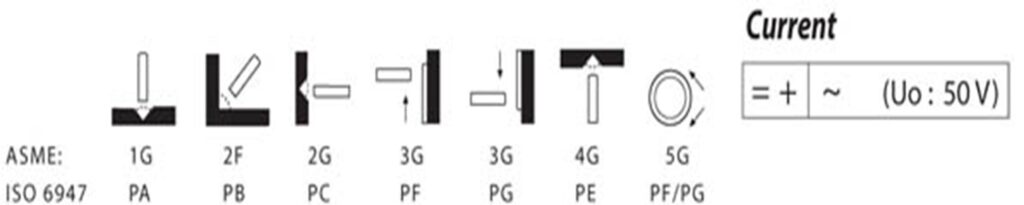
Current
AC or DC +-
Welding Positions

M-90 E308L-16
Features
- Good resistance to corrosion and oxidizing environments
- Easy to remove slag
- Good bead appearance
- High moisture resistance (17Type)
Application
- Rutile-basic coated electrode for welding non stabilized and stabilized corrosion resistant austenitic Cr-Ni steels up to 350°C.
- Smooth metal transfer with both AC and DC. Weld metal beads exhibit fine ripple formation.
- Focused and stable arc with low spatter loss.
- Self-detaching slag.
- Moisture resistant formulation producing welds free from porosity.
Classification
A5.4/ ASME SFA5.4 E308L-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.80 | 0.75 | 0.03 | 0.029 | 18.9 | 9.9 | 2.5 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 562 (81,600) | 47 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 350 | 350 | 350 | 350 |
| CURRENT (amps) | 20-55 | 25-55 | 50-85 | 70-110 | 95-145 | 135-190 |
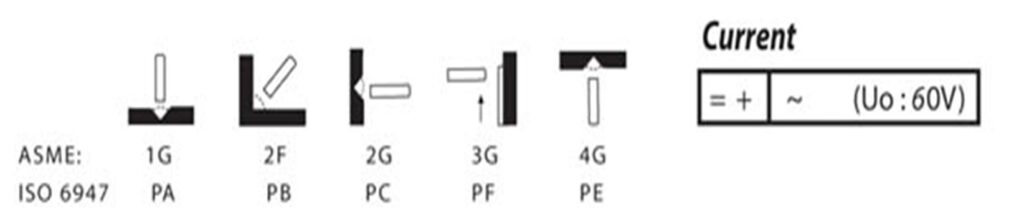
Current
AC or DC +-
Welding Positions

M-90 E309-16
Features
- Good resistance to heat and corrosion
- Easy to remove slag
- Low spatter
Application
- Rutile-basic coated low carbon all positions stainless steel electrode.
- Suitable for welding high alloyed corrosion resistant Cr-Ni-Mo steels, dissimilar steels (austenitic to ferritic steels). Deposition of austenitic cladding root runs.
- Focused and stable arc.
- Easy slag release.
Classification
A5.4/ ASME SFA5.4 E309.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.03 | 0.79 | 1.1 | 0.025 | 0.016 | 23.4 | 12.5 | 0.1 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 579 (84,100) | 38.6 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions
M-90 E310-16
Features
- Good heat resistance
- Good mechanical properties
- Martensite structure (all-weld metal)
- Easy to remove slag
Application
- Basic rutile coated, fully austenitic all position electrodes.
- Suitable for welding heat resistant Cr and Cr-Ni steels.
- Oxidation and scaling resistance up to 1200°C
Classification
A5.4/ ASME SFA5.4 E310.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.10 | 0.6 | 1.9 | 0.018 | 0.013 | 26.5 | 20.6 | - |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 610 (88,400) | 35 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 E312-16
Features
- Good crack resistance
- Good mechanical properties
- Easy to remove slag
Application
- Buffer layer for build up
- Welding dissimilar needs
Classification
A5.4/ ASME SFA5.4 E312.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.10 | 0.45 | 1.4 | 0.018 | 0.013 | 28.5 | 9.6 | - |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 803 (116,600) | 22.0 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 300 | 350 |
| CURRENT (amps) | 45-80 | 65-100 |
Current
AC or DC +-
Welding Positions

M-90 E316-16
Features
- Good resistance to corrosion and oxidizing environments
- Good heat resistance
- Low spatter
Application
- High recovery (170%) rutile coated electrode for welding austenitic stainless CR-Ni-MO steels
- Used whenever easy welding, smooth welding surfaces and a high deposition rates are required
Classification
A5.4/ ASME SFA5.4 E316-16
Chemical Compositions
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 572 (83,100) | 40.8 |
Mechanical Properties
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.03 | 0.77 | 0.9 | 0.03 | 0.029 | 18.7 | 12.3 | 2.5 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 E316L-16
Features
- Good resistance to corrosion and oxidizing environments
- Good heat resistance
- Easy to remove flag
- High moisture resistance (17Type)
Application
- Rutile coated electrode for welding on stabilized corrosion resistant cr-ni-mo steels.
- Smooth metal transfer with both AC and DC.
- Weld metal beads exhibit fine ripple formation.
- Focused and stable arc with low spatter loss.
- Easy slag release.
- Moisture resistant formula producing welds free from porosity.
Classification
A5.4/ ASME SFA5.4 E316L-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.25 | 0.80 | 0.80 | 0.03 | 0.29 | 18.7 | 11.3 | 2.5 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 572 (83,100) | 40.8 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 ER308
Features
- Resistance to crack
- High efficiency
- Resistance to corrosion
Application
Steel Structure-oil, Textile Industries, Nuclear Reaction
Classification
A5.9/ ASME SFA5.9 ER308
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.04 | 0.41 | 1.75 | - | - | 19.9 | 9.8 | - |
Mechanical Properties
| Y.S | T.S | El | Temp | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 610 (88,500) | 40 | 0 (32) | 130(95) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | 50-70 | 70-100 |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER308L
Features
- Resistance to crack
- High efficiency
- Resistance to corrosion
Application
Designed for welding root passes in grooves with root opening. High corrosion resistance in oxidizing environments.
Classification
AWS/A5.9/ ASME SFA5.9 ER308L
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.32 | 1.70 | - | - | 20.0 | 10.1 | - |
Mechanical Properties
| Y.S | T.S | El | Temp | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 600 (87,000) | 41 | 0 (32) | 110(81) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER316L
Features
- Excellent crack resistance
- Excellent resistance to heat
- Excellent arc stability and bead wetting
Application
- Excellent crack resistance
- Excellent resistance to heat
- Excellent arc stability and bead wetting
Classification
A5.9/ ASME SFA5.9 ER316L
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.38 | 1.85 | - | - | 18.8 | 12.4 | 2.5 |
Mechanical Properties
| Y.S | T.S | El | Temp | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| - | 570 (82,700) | 44 | 0 (32) | 104(103) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar
Welding Positions

M-90 ER70S-6
Features
- Good performance
- High deposition
- Good bead appearance
Application
Pipes, Shipbuilding, Automotive, Machinery
Classification
AWS/A5.18/ ASME SFA5.18 ER70S-6
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.07 | 0.85 | 1.5 | - | - | - | - | - |
Mechanical Properties
| Y.S | T.S | El | Temp | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 450 (65,300) | 520 (75,500) | 28 | -20 (-4) | 180(132) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2.4 |
| LENGTH (mm) | 1000 | 1000 |
| CURRENT (amps) | - | - |
Current
DC –
Gas
Ar