








M-90 E6013
 Features
Features
- Suitable for butt and fillet welding of thin plates
- Good restriking
- Good bead appearance
- Easy to remove slag
- Smooth arc and low fume
- AC welding with low OCV
Application
Welding of general low carbon steel.
- Coating Type: Rutile
- Welding Current: DC-, AC
- Welding Positions: All, besides vertical down
Classification
AWS/A5.1/ASME SFA5.1 E6013
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.05 | 0.23 | 0.35 | 0.022 | 0.017 | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 439 (63,700) | 488 (70,900) | 26.8 | 0 (32) | 67 (50) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 300 | 350 | 350 | 400 |
| CURRENT (amps) | 50-70 | 55-70 | 50-90 | 80-120 | 100-160 | 120-220 |
Current
AC or DC +
Welding Positions

M-90 E6012
Features
- Offer excellent bridging characteristics
- Good stable arc and operates at high current with low spatter
- Can be used with both ac and dc power
Application
Farm Implements, General Repair, Machinery Fabrication, Metal
Furniture, Ornamental Iron, Sheet Metal, Tanks
Classification
AWS/A5.1/ASME SFA5.1 E6012
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.05 | 0.23 | 0.35 | 0.022 | 0.017 | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 436 (63,300) | 488 (71,000) | 26.9 | 0 (32) | 98 (73) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 300 | 350 | 350 | 400 |
| CURRENT (amps) | 50-70 | 55-70 | 50-90 | 80-120 | 100-160 | 120-220 |
Current
AC or DC +
Welding Positions

M-90 E6011
 Features
Features
- Standard in the pipe welding industry
- Deep penetration
- High ductility (root pass)
- AC and DC welding
Application
- Pipeline
- General fabrication
- Shipbuilding
Classification
AWS/A5.1/ASME SFA5.1 E6011
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.11 | 0.16 | 0.51 | 0.15 | 0.012 | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 468 (68,000) | 588 (81,000) | 29.7 | -30 (-22) | 51 (38) |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 350 |
| CURRENT (amps) | 50-70 | 75-120 | 90-160 |
Current
AC or DC +
Welding Positions

M-90 E7018
 Features
Features
- Suitable for butt and fillet welding of heavy structure
- Good crack resistance and x-ray performance
- Good mechanical properties
- Iron powder and low hydrogen type electrode (high efficiency)
Application
- Pressure vessel
- Heavy steel fabrication
- Shipbuilding
Classification
AWS/A5.1/ASME SFA5.1 E7018
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.06 | 0.5 | 1.2 | 0.017 | 0.011 | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 504 (73,200) | 572 (83,100) | 29.8 | -30 (-22) | 111 (82) |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 400 |
| CURRENT (amps) | 55-85 | 90-130 | 130-180 |
Current
AC or DC +
Welding Positions

M-90 E7016
Features
- Suitable for butt and fillet welding of heavy structure
- Good crack resistance and x-ray performance
- Good mechanical properties
- Low fume
Application
- Heavy steel fabrication
- Shipbuilding
- Pressure vessel
Classification
AWS/A5.1/ASME SFA5.1 E7016
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.08 | 0.62 | 1.22 | 0.16 | 0.11 | - | - | - |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 560 (81,300) | 641 (93,100) | 28.4 | -30 (-22) | 80 (59) |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 400 |
| CURRENT (amps) | 55-85 | 90-130 | 130-180 |
Current
AC or DC +
Welding Positions

M-90 E308
Features
- Good creep resistance
- Service temperature up to 350⁰c
- Easy to remove slag
- Low spatter
- Good bead appearance
Application
- Rutile-basic all position stainless steel electrode. Used for welding low-carbon stainless steels of the type AISI 304 in cases where maximum resistance to intergranular corrosion is required.
- For welding Titanium and Niobium stabilized stainless steels. Weld able on both AC and DC.
Classification
AWS/A5.4/ ASME SFA5.4 E308-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.05 | 0.80 | 1.0 | 0.03 | 0.029 | 20.0 | 9.9 | 2.5 |
Mechanical Properties
| Y.S | T.S | EL | Temp. | CVN-Impact Value |
| N/mm2 (lbs/in 2) | N/mm2 (lbs/in 2) | (%) | oC (oF) | J (ft lbs) |
| 576 (83,500) | 576 (83,500) | 49.8 | -196 (-321) | 36 (27) |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 350 | 350 | 350 | 350 |
| CURRENT (amps) | 20-55 | 25-55 | 50-85 | 70-110 | 95-145 | 135-190 |
Current
AC or DC +-
Welding Positions

M-90 E308L
Features
- Good resistance to corrosion and oxidizing environments
- Easy to remove slag
- Good bead appearance
- High moisture resistance (17type)
Application
- Rutile-basic coated electrode for welding non stabilized and stabilized corrosion resistant austenitic Cr-Ni steels up to 350°C.
- Smooth metal transfer with both AC and DC. Weld metal beads exhibit fine ripple formation.
- Focused and stable arc with low spatter loss.
- Self-detaching slag.
- Moisture resistant formulation producing welds free from porosity.
Classification
A5.4/ ASME SFA5.4 E308L-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.02 | 0.80 | 0.75 | 0.03 | 0.029 | 18.9 | 9.9 | 2.5 |
Mechanical Properties
| Y.S | EL |
| N/mm2 (lbs/in 2) | (%) |
| 562 (81,600) | 47 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 |
| LENGTH (mm) | 300 | 300 | 350 | 350 | 350 | 350 |
| CURRENT (amps) | 20-55 | 25-55 | 50-85 | 70-110 | 95-145 | 135-190 |
Current
AC or DC +-
Welding Positions

M-90 E309
Features
- Good resistance to heat and corrosion
- Easy to remove slag
- Low spatter
Application
- Rutile-basic coated low carbon all positions stainless steel electrode.
- Suitable for welding high alloyed corrosion resistant Cr-Ni-Mo steels, dissimilar steels (austenitic to ferritic steels). Deposition of austenitic cladding root runs.
- Focused and stable arc.
- Easy slag release.
Classification
A5.4/ ASME SFA5.4 E309.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.03 | 0.79 | 1.1 | 0.025 | 0.016 | 23.4 | 12.5 | 0.1 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2 ) | (%) |
| 579 (84,100) | 38.6 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 E310
Features
- Good heat resistance
- Good mechanical properties
- Martensite structure (all-weld metal)
- Easy to remove slag
Application
- Basic rutile coated, fully austenitic all position electrodes.
- Suitable for welding heat resistant Cr and Cr-Ni steels.
- Oxidation and scaling resistance up to 1200°C
Classification
A5.4/ ASME SFA5.4 E310.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.10 | 0.6 | 1.9 | 0.018 | 0.013 | 26.5 | 20.6 | - |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2 ) | (%) |
| 610 (88,400) | 35 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 E312
Features
- Good crack resistance
- Good mechanical properties
- Easy to remove slag
Application
- Buffer layer for build up
- Welding dissimilar steels
Classification
A5.4/ ASME SFA5.4 E312.16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.10 | 0.45 | 1.4 | 0.018 | 0.013 | 28.5 | 9.6 | - |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2 ) | (%) |
| 803 (116,600) | 22.0 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 300 | 350 |
| CURRENT (amps) | 45-80 | 65-110 |
Current
AC or DC +-
Welding Positions

M-90 E316
Features
- Good resistance to corrosion and oxidizing environments
- Good heat resistance
- Asy to remove slag
- Low spatter
Application
- High recovery (170%) rutile coated electrode for welding austenitic stainless cr-ni-mo steels.
- Used whenever easy welding, smooth welding surfaces and a high deposition rates are required.
Classification
A5.4/ ASME SFA5.4 E316-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.03 | 0.77 | 0.9 | 0.03 | 0.029 | 18.7 | 12.3 | 2.5 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2 ) | (%) |
| 572 (83,100) | 40.8 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 E316L
Features
- Good resistance to corrosion and oxidizing environments
- Good heat resistance
- Easy to remove flag
- High moisture resistance (17type)
Application
- Rutile coated electrode for welding on stabilized corrosion resistant Cr-Ni-Mo steels.
- Smooth metal transfer with both AC and DC.
- Weld metal beads exhibit fine ripple formation.
- Focused and stable arc with low spatter loss.
- Easy slag release.
- Moisture resistant formula producing welds free from porosity.
Classification
A5.4/ ASME SFA5.4 E316L-16
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.025 | 0.80 | 0.80 | 0.03 | 0.29 | 18.7 | 11.3 | 2.5 |
Mechanical Properties
| T.S | EL |
| N/mm2 (lbs/in 2 ) | (%) |
| 572 (83,100) | 40.8 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 |
| LENGTH (mm) | 350 | 350 |
| CURRENT (amps) | 50-85 | 70-100 |
Current
AC or DC +-
Welding Positions

M-90 Arc Force
Features
- Chamfer rod for gouging and cutting is great for gouging our welds, removing unwanted metals, and veeing out cracks in catings (steel, cast iron,etc.) works on both ferrous application. Fast gouging and piercing.
Application
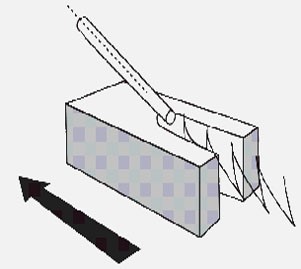
- Hold electrode in the direction of the desired groove.
- use the shortest arc possible.
- position electrode at a low angle to the work piece (10⁰ to 15⁰).
Classification
GOUGING-PIERCING-BEVELING
Chemical Compositions
| C | Si | Mn | P | S | CR | Ni | MO |
| 0.10 | 0.37 | 0.49 | 0.017 | 0.009 | 0.89 | - | - |
Welding Parameters
| DIAMETER (mm) | 3.2 |
| LENGTH (mm) | 350 |
| CURRENT (amps) | 100-150 |
Current
AC or DC
Welding Positions
M-90 E4043
 Features
Features
- Good stable arc
- Operates at low temperatures
- Low spatter and fume
Application
- General Purpose Aluminum
- Good at heat treatment Aluminum parts
- Can be use in brazing
Classification
AWS / ASME SFA5.3 E4043
Chemical Compositions
| Al | Si | Fe | Cu | S | CR | Ni | MO |
| BAL. | 4.5-6.0 | 0.6 | 0.2 | - | - | - | - |
Mechanical Properties
| T.S | Cold corner piece |
| MPa | (d-2t) |
| 130 | 150 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 3.2 | - |
| LENGTH (mm) | - | 350 | - |
| CURRENT (amps) | - | 70-100 | - |
M-90 E5356
 Features
Features
- Best for color matching after anodizing
- With magnesium
- Operates at low temperatures
- Low spatter and fume
Application
- General Purpose Aluminum
- Good at heat treatment Aluminum parts
- Can be use in brazing
Classification
AWS / ASME SFA5.3 E5356
Chemical Compositions
| Y.S | T.S | EL | |
| MPa | MPa | (%) | |
| 117 | 268 | 17 | 0 (32) |
Mechanical Properties
| Al | Si | Fe | Cu | Mg | CR | Ni | MO |
| BAL. | 0.15 | 0.6 | 0.04 | 4.5-5.5 | - | - | - |
Welding Parameters
| DIAMETER (mm) | 1.6 | 3.2 | - |
| LENGTH (mm) | - | 350 | - |
| CURRENT (amps) | - | 70-100 | - |
M-90 E1100
 Features
Features
- Pure aluminum
- Salt type coating
- Fast short arc welding
Application
- Welding of pure aluminum
- Corrosion resistance
- Have good strength
Classification
AWS / ASME SFA5.3 E1100
Chemical Compositions
| Al | Si | Fe | Cu | Mg | CR | Ni | MO |
| 99 | 4.5-6.0 | 0.6 | 0.2 | 4.5-5.5 | - | - | - |
Mechanical Properties
| T.S | Y.S |
| MPa | MPa |
| 70 | 55 |
Welding Parameters
| DIAMETER (mm) | 1.6 | 3.2 | - |
| LENGTH (mm) | - | 350 | - |
| CURRENT (amps) | - | 70-100 | - |
M-90 ENi-CI
 Features
Features
- High-strength arc-submerge welding wires in series
- High-strength copper-plating
- Common electrodes
Application
- Special electrode for depositing soft machinable metal on grey cast iron.
- Excellent for repairing casting defects in grey cast iron.
- Can join cast irons to steels, monels etc.
Classification
A5.15/ ASME SFA5.15 Eni-CI
Chemical Compositions
| C | Si | Mn | P | S | Fe | Ni | MO |
| 1.35 | 0.78 | 0.35 | 0.004 | 0.003 | 0.55 | 96.0 | - |
Hardness
| Hardness (HRB) |
| 77 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 350 |
| CURRENT (amps) | 55-80 | 80-110 | 90-135 |
Current
AC or DC +-
Welding Positions

M-90 ENife-CI
 Features
Features
- High impact toughness as low temperature
- Good arc & slag stability and hot cracking resistance
- Good productivity
Application
- Basic coated electrode which deposits a machinable nickel iron alloy weld.
- Designed for strength welding of high duty cast iron such as mechanite, malleable and spheroidal graphite and nodular irons.
- Welds high phosphorus castings.
- Typical components to be welded are machine bases, pump bodies, engine blocks, gears and transmission housings.
Classification
A5.15/ ASME SFA5.15 ENiFe-CI
Chemical Compositions
| C | Si | Mn | P | S | Fe | Ni | MO |
| 1.73 | 0.59 | 1.35 | 0.005 | 0.001 | 45.7 | 55.00 | - |
Hardness
| Hardness (HRB) |
| 90.0 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 350 |
| CURRENT (amps) | 60-90 | 80-130 | 110-160 |
Current
AC or DC +-
Welding Positions

M-90 ESt
 Features
Features
- Shielded metal arc welding of cast iron metal
- Non-machinable
- Semi machinable and non machinable types
Application
- Repairing of cast iron.
Classification
A5.15/ ASME SFA5.15 ESt
Chemical Compositions
| C | Si | Mn | P | S | CR | Fe | MO |
| 2.47 | 0.41 | 0.45 | 0.024 | 0.024 | 0.0 | 97.6 | - |
Hardness
| Hardness (HRB) |
| 450-510 |
Welding Parameters
| DIAMETER (mm) | 2.5 | 3.2 | 4 |
| LENGTH (mm) | 350 | 350 | 350 |
| CURRENT (amps) | 60-90 | 80-130 | 110-160 |
Current
AC or DC +-
